淮北30*3焊管切割零售方管厂家
发布:2025-03-15 11:43:40 来源:wxzt123
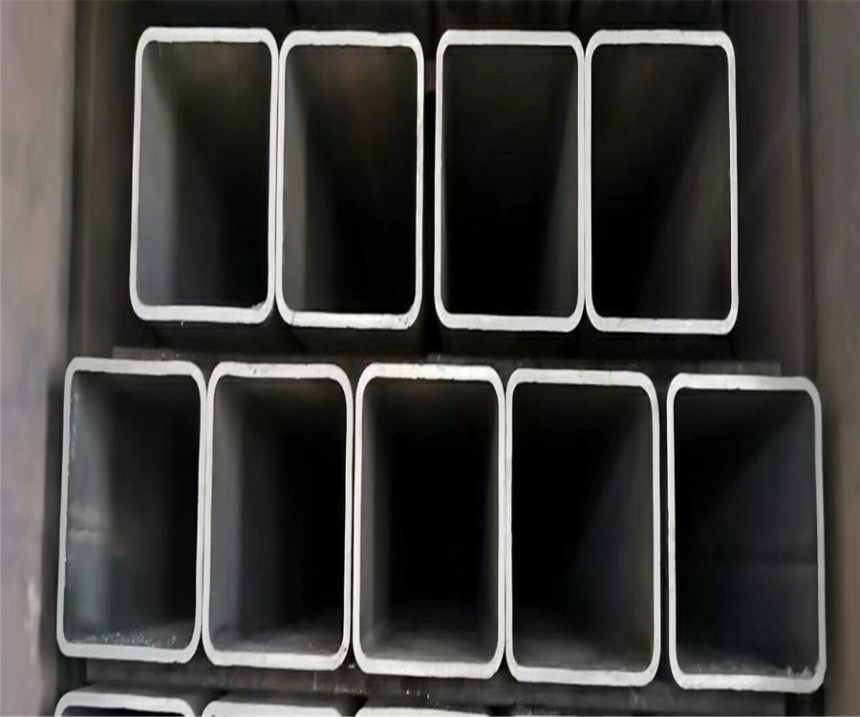
淮北30*3焊管切割零方管厂家
无锡征图方管厂是一家集生产销于一体,以方管为主营产品的大型钢材企业,专业生产方管规格型号有:无锡Q235方管厂,无锡Q345B方管厂,无锡矩形方管厂,无锡大口径方管厂,江苏方管厂,苏州方管厂,江阴方管厂,无锡厚壁方管厂,无锡焊管厂等产品,产品主要用于各种机械、汽车、工业链条、金属结构、桥梁结构、桁架结构、铁路各线普通道岔及提速道岔的 垫板、铁路垫板、铁路车辆的以及纺织机械、工具、农具等行业的用材,常备方管库存多吨。
而乳液法PVC糊主要用于人造革、壁纸及地板革和蘸塑制品等。一些PVC树脂厂家出厂的PVC树脂按聚合度(聚合度是单元链节的个数,聚合度乘以链节分子量等于聚合物分子量)分类,如山东齐鲁石化总厂生产的PVC树脂,出厂的产品为SK-7;SK-8;SK—1;SK—11;SK-12等。其SG-5树脂对应的聚合度为1—11。PVC树脂的物化性能见第四篇。PVC粉末为一种白色粉末,密度在1.35—1.45g/cm3之间,表观密度在.4-.5g/cm3。
层焊缝的焊接电流为200~250A。第二层为240~320A。电弧电压为24~26V。工艺要求是:层焊缝必须焊透。保证背面成形良好。焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。矩形管焊接顺序为减少变形。矩形对接焊的焊接顺序应按以下原则:采取由中间向两边分层分段对称跳焊。产生的焊接变形比直通焊小。有利于应力的分散和释放。避免在焊件中产生复杂的应力。直通摆动焊时。焊接始所形成的较窄的塑性变形区只出现一次。而且由于连续摆动焊接。热输入量大。受热面积大。被压缩造成的塑性变形区域大。因而焊后收缩变形很大。
淮北30*3焊管切割零方管厂家
无锡方管 方管厂家、矩形管、方矩管、无锡无缝钢管、20#无缝钢管、45号无缝钢管、16mn无缝钢管、厚壁无缝钢管、大口径无缝管、低温无缝钢管、大口径焊管、无锡无缝方管、Q345b无缝钢管、无锡Q345b无缝钢管。适用于工程、煤矿 、纺织、电力、锅炉、机械、工等各个领域。公司以良好的信誉、 的产品、雄厚的实力、低廉的价格享誉 30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
4.2喷(抛)射磨料为了达到理想的除锈效果。应根据方管表面的硬度、原始锈蚀程度、要求的表面粗糙度、涂层类型等来选择磨料。对于单层环氧、二层或三层聚乙涂层。采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用。而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为40~50HRC。钢砂的硬度为50~60HRC可用于各种钢表面。即使是用在C级和D级锈蚀的钢表面上。除锈效果也很好。
淮北30*3焊管切割零方管厂家
可见适宜的焦炭用量为8%。将原矿破碎到-2mm后与-1mm焦炭混合,焦炭用量为8%,在1oC下还原焙烧,然后磨至-.74mill粒级占1%,在磁选电流为2A条件下进行磁选,还原焙烧时间对试验效果的影响。可见,随着还原焙烧时间延长,铁品位和铁均呈先上升后下降的趋势,在还原焙烧时间为3min时,铁品位和率均达到值。可见适宜的还原焙烧时间为3min。磁选试验磁场强度试验将原矿破碎到-2mm后添加-1mm焦炭8%,在1℃下焙烧3min,然后磨至-.74mm粒级占1%,进行磁选,磁选电流对试验效果的影响结果。